

.
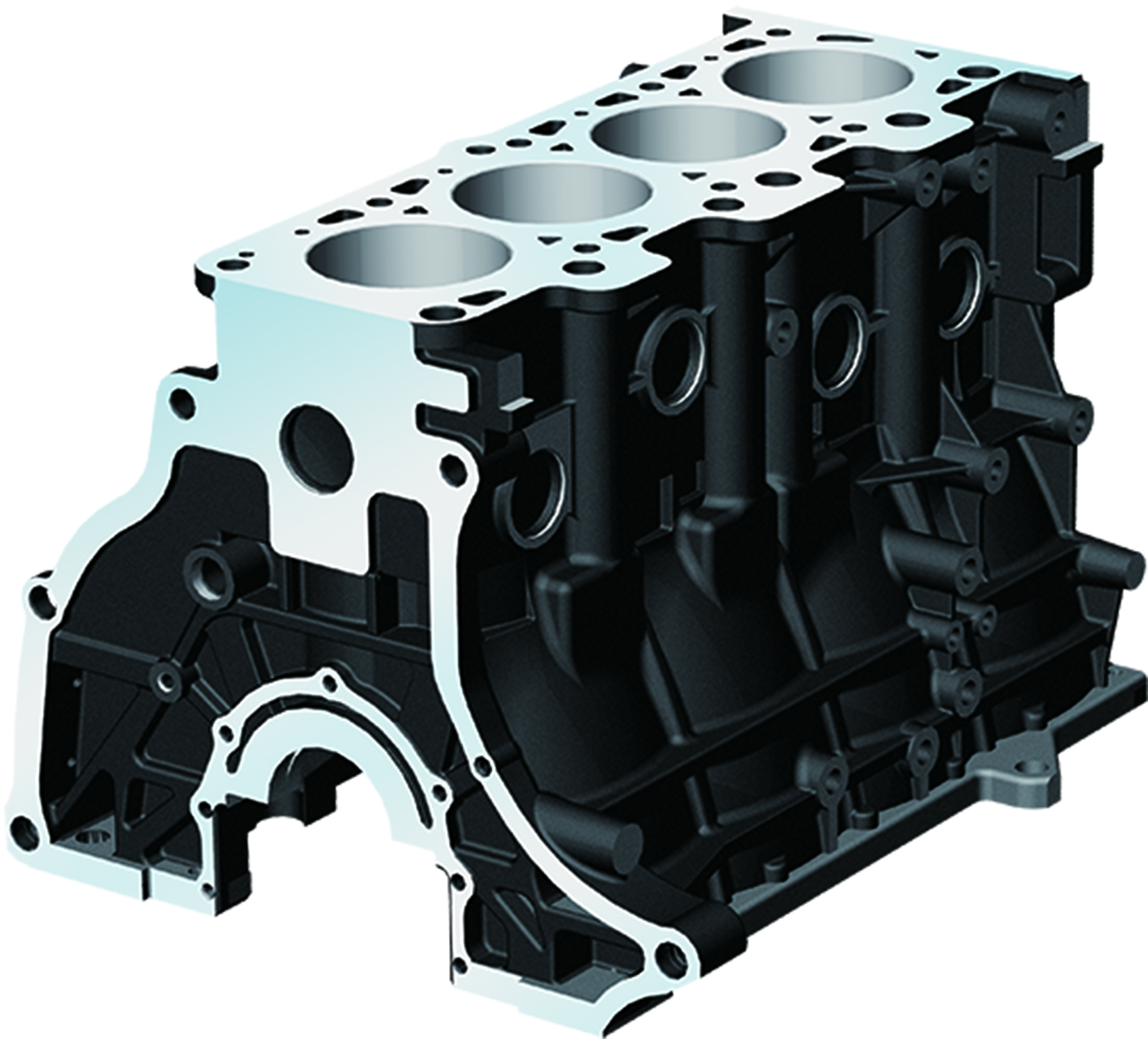
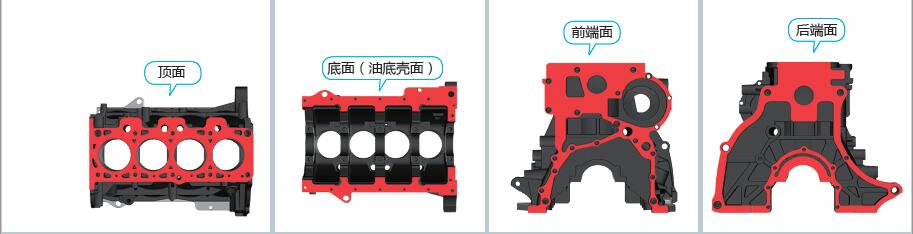
典型应用——缸体顶面、底面、前、后端面的粗加工及半精加工
粗加工、半精加工首选---FMD02
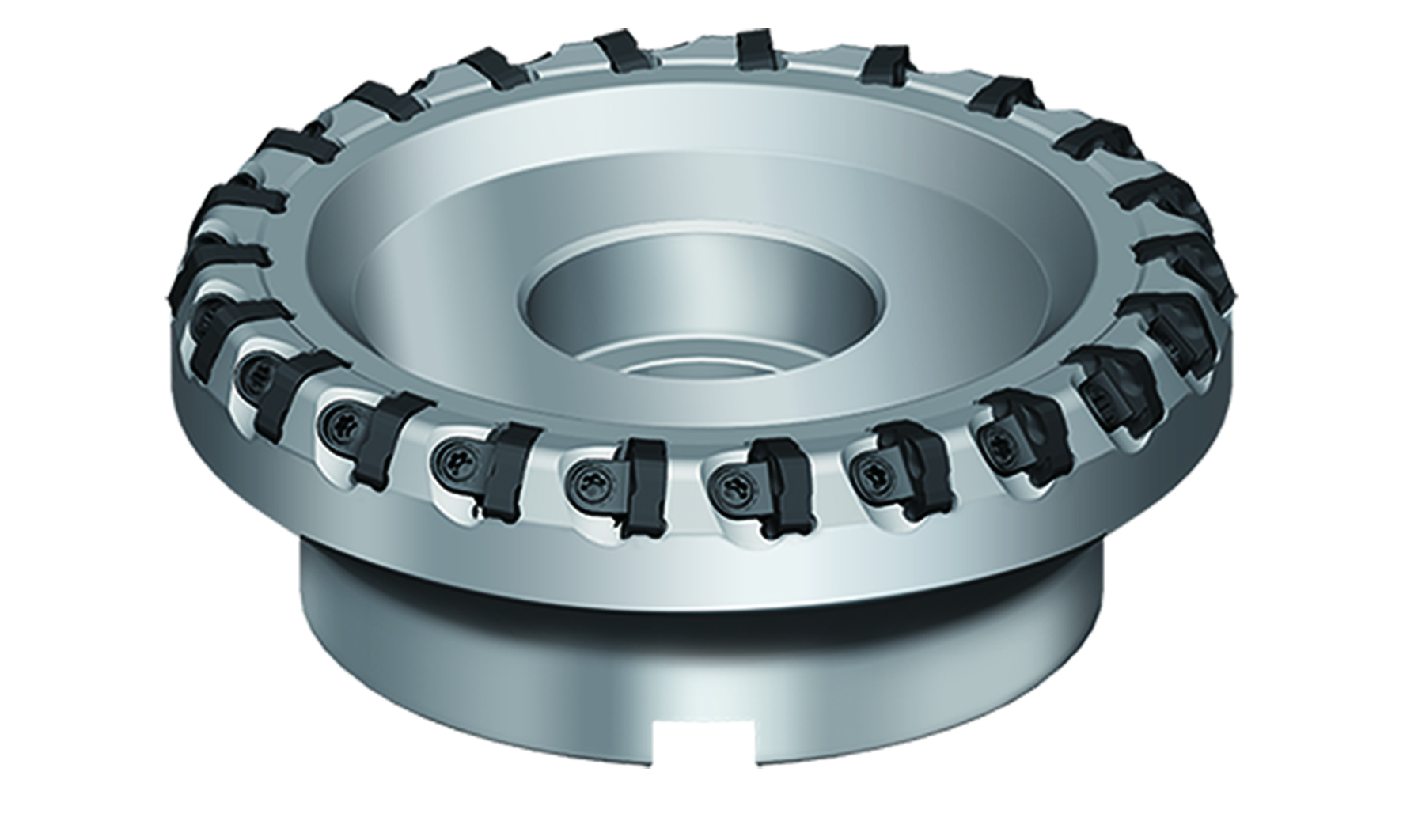
毛坯余量:有预加工时毛坯余量2~4mm,无预加工时毛坯余量3~7mm;
工艺要求:RZ=25,平面度≤0.15,不能有崩边、毛刺;
工装:强力支撑与弱刚性装夹都有,专机加工常有对铣的情况,需要有左右刀;
效率与成本的控制:尽可能采用超密齿刀具以提高效率,采用负角刀片降低单刃成本。
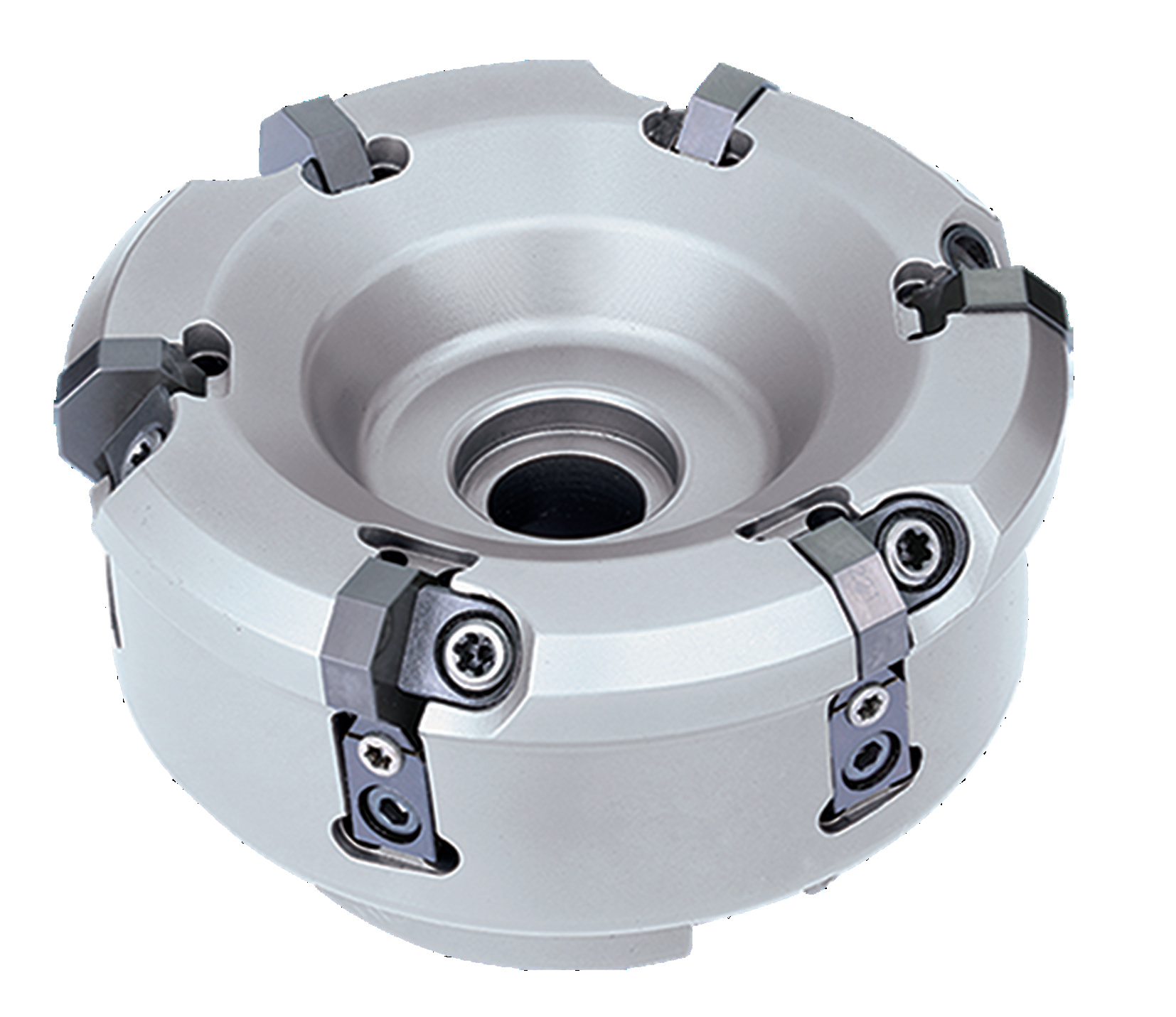
缸体顶面、底面的精加工首选--FMA08
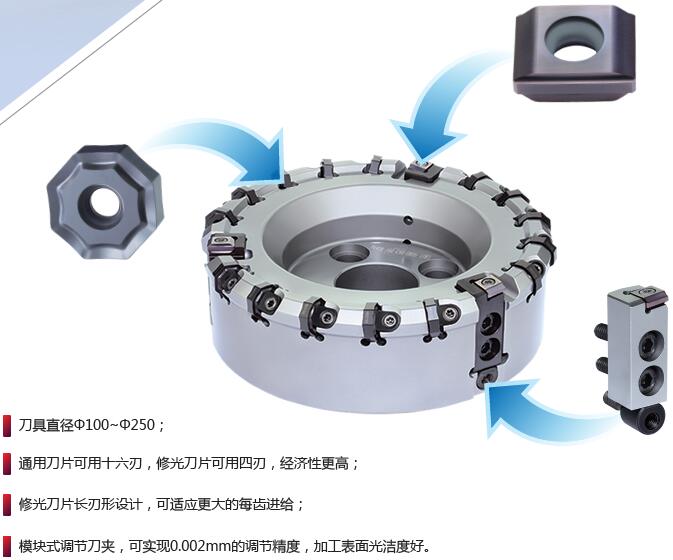
缸体面铣--高节拍加工FMA13
刀具直径Φ80~Φ250;
刀片采用八边形整体CBN刀片,切深在2.5mm以下时一片刀片可用16次,性价比非常高;
线速度可达到1500m/min,适应高节拍的加工,提升效率;
刀夹可调节,调节范围0.1mm,调节精度可达0.002mm;
可用于缸体面铣的粗加工和半精加工。
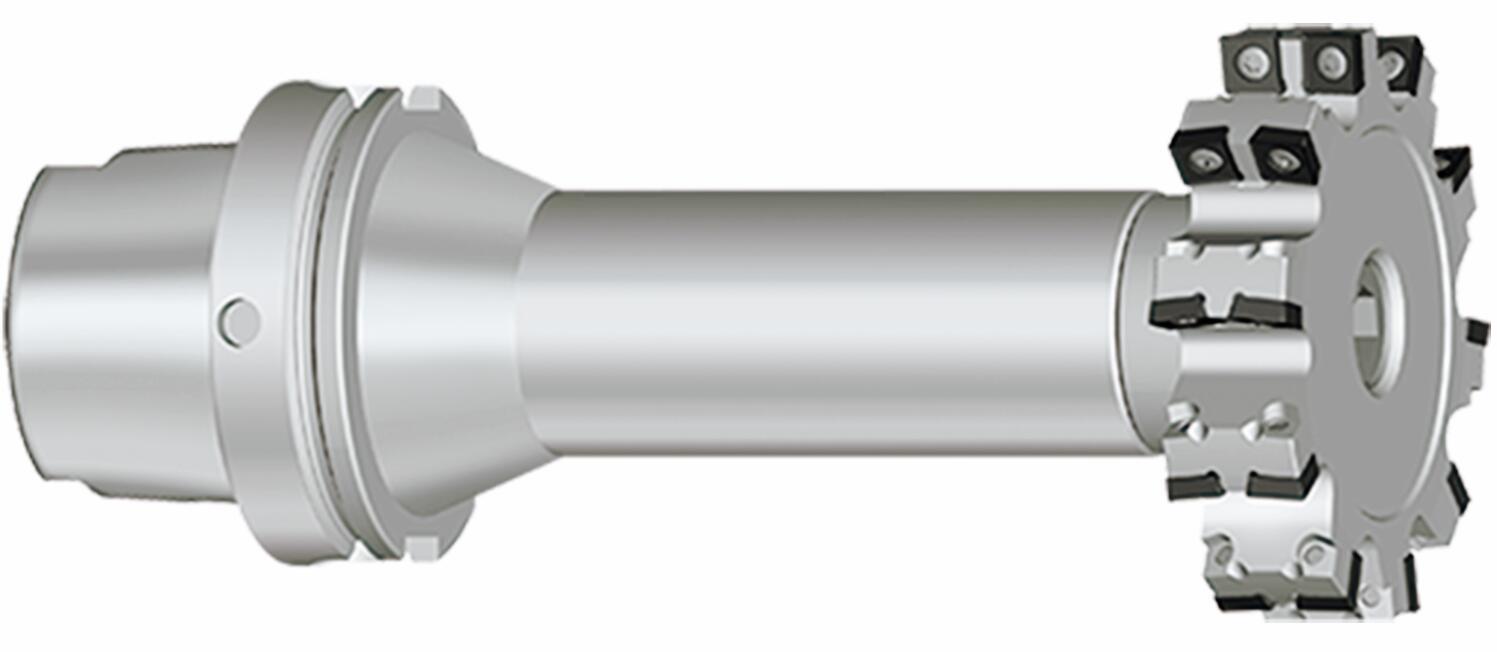
缸体轴承座面粗加工、前端边缘直角台阶面铣削---EMP13
刀具直径Φ50~Φ160,90°通用方肩铣刀;
双面槽铣刀片,独特的刀片结构实现低切削阻力和良好的抗冲击性;
刀体双负角度,配合刀片结构,实现双正的刀具角度,利于降低切削力,切削刃拟合实现高质量的90°立面加工;
4个切削刃,经济性好。

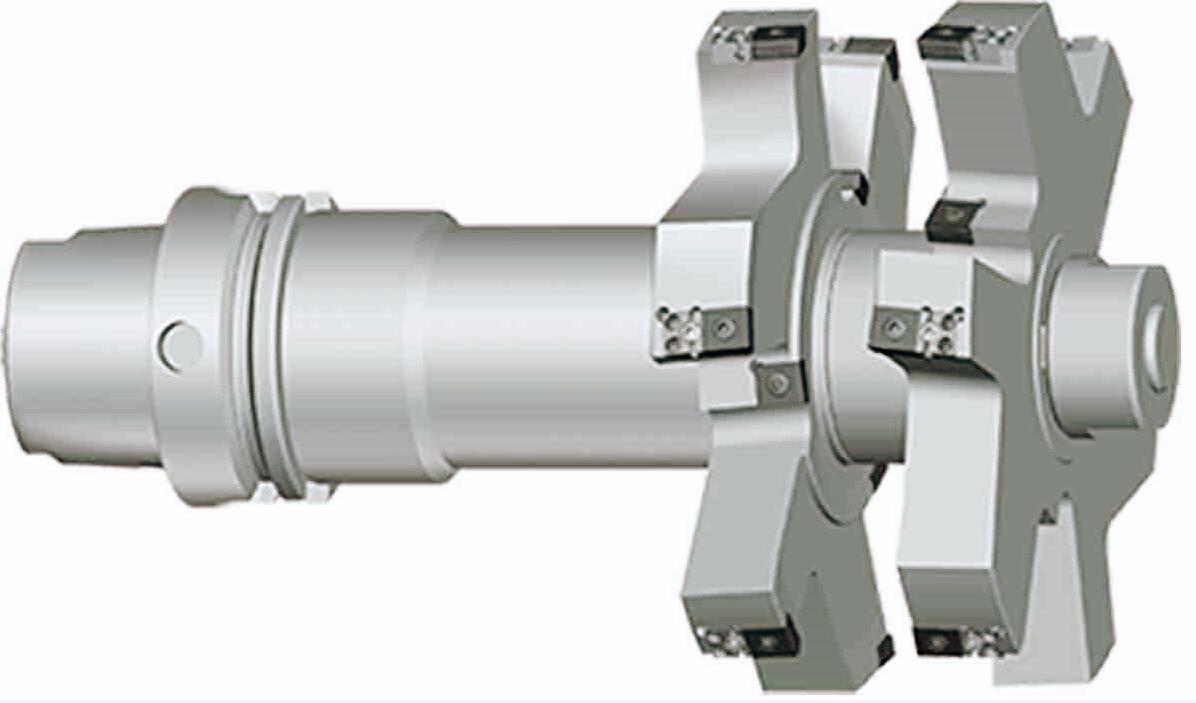
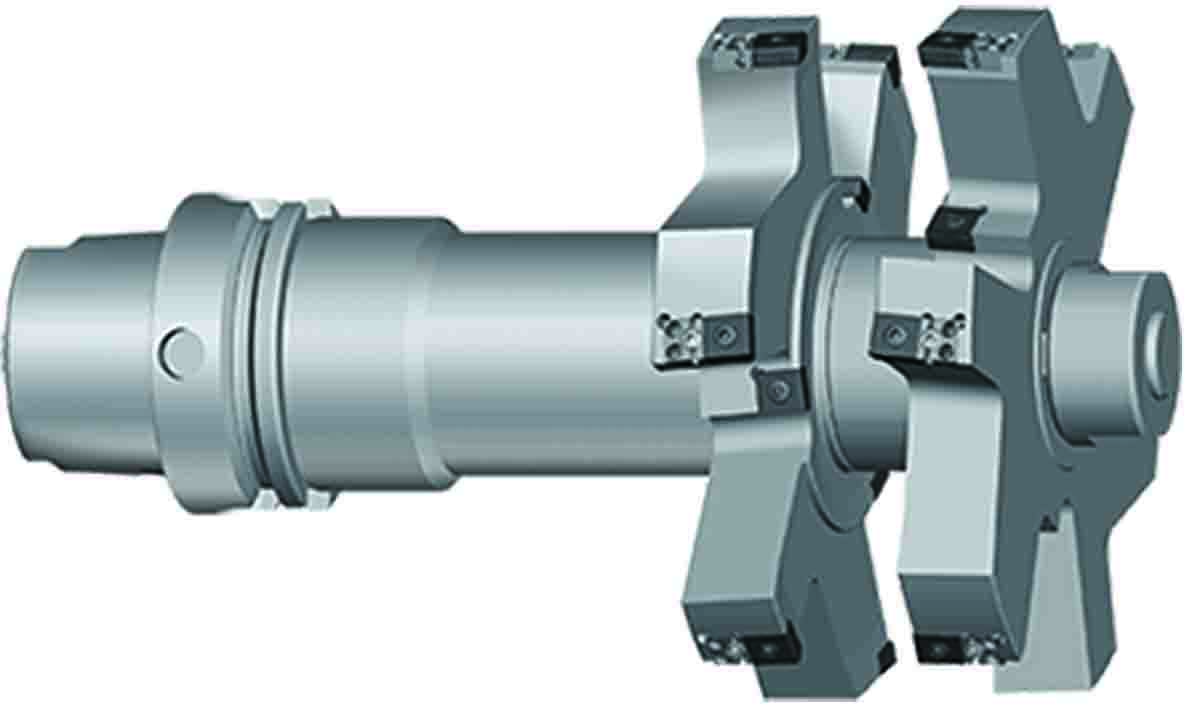
开档面加工
刀片上、下对称排布,能安装更多的切削刀片,有效保证刀具的加工效率;
使用SPMT120408刀片,能保证切削锋利性,同时也提高了刀片刃口的强度;
刀片88°主偏角安装,四条有效切削刃,经济性好。
止推面加工
刀具有弹性变形可调结构,能保证刀片的端跳在0.01mm之内,提高刀具的精度;
刀片结构独特,可同时用于左、右刀具;
刀片有修光结构,能提高加工表面质量。
缸孔粗镗、半精镗及清根加工
缸孔粗镗加工刀具特点
采用平装S型刀片,良好的刀尖及刃口强度,实现安全稳定切削;
左右刀片通装,四刃可用,经济性高;
刀具采用多刃设计,实现高效加工;
标准刀片选型,有效降低刀具成本;
可非标定制,满足客户特殊加工要求。
全磨削刀片,加工轻快,刀具多刃切削,加工效率高,可非标定制,满足客户特殊加工要求。

缸孔半精镗加工刀具特点
提供CBN刀片选项,满足更高加工节拍要求;
特殊微调结构设计,实现更高更稳定尺寸精度及跳动精度控制,提高单刃寿命;
刀夹结构,有效保护刀体,提高刀体使用寿命;
可非标定制,满足客户特殊加工要求。

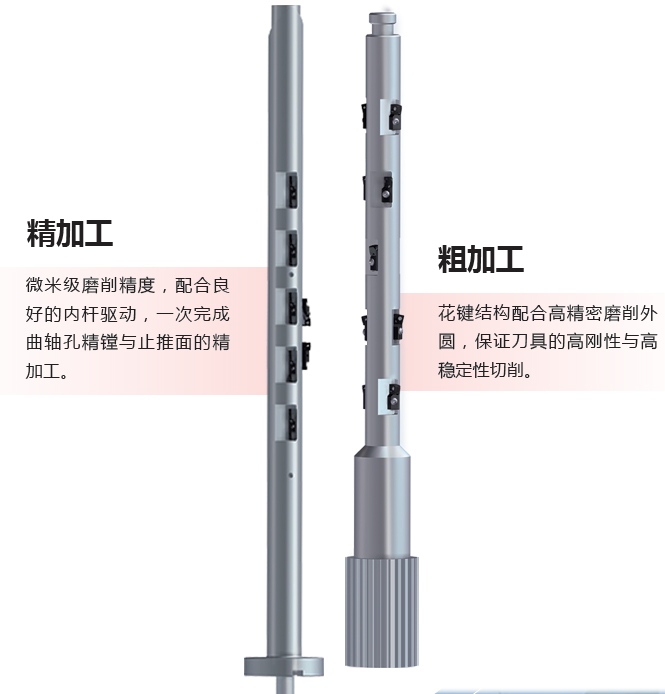
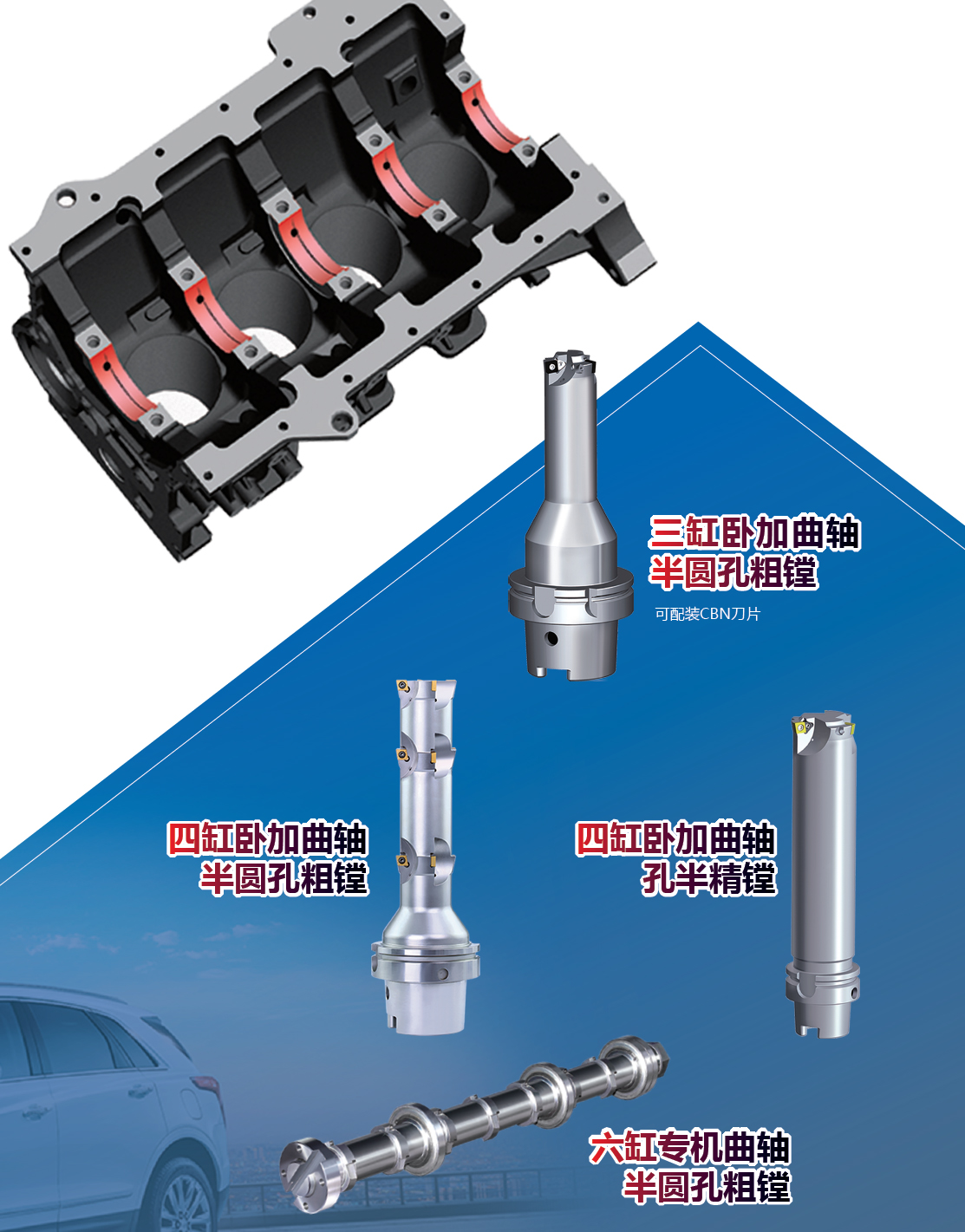
曲轴孔加工
曲轴半圆孔立加球头铣刀
曲轴孔粗铣球头刀,采用标准系列切削刀片,提供更小的切削功率以及更加精确的拟合精度。

曲轴半圆孔线性镗刀专机
碗型塞孔加工
复合刀具结构,实现更高加工效率;
精刀采用特殊微调结构,实现加工尺寸精准控制;
可非标定制,满足客户特殊加工要求。
